熱電廠脫硫脫硝系統改造內容是一個很嚴謹的工程,一個合格的工程可以造福人民,一個劣質的工程后患無窮。河北清達環保在脫硫脫硝改造,維修,安裝,有著豐富的經驗,下面對熱電廠脫硫脫硝焊接及質量檢測為您介紹一下:
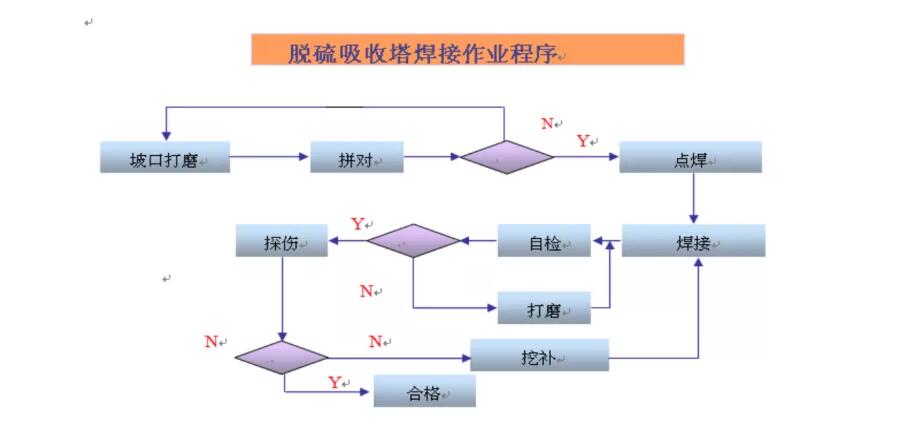
1)焊工資格:焊接前應具備合格焊接作業隊伍,焊工應持有技術監督部門]或電力部門]頒發的相應證件,人員入場后應對焊工進行試焊考試。并制定相應的焊接工藝規程以指導現場施焊。(附焊接流程圖)
2)焊接材料:根據圖紙、工藝評定進行確定。焊材要有專人保管,使用前按規定進行烘干和使用。
3)焊接環境要求
a.當焊接處于下列- -種環境,應采用有效的防護措施,才能施焊。
大雨天、臺風天氣: .
風力大于五級以上:
b.在不利天氣情況下應采取的措施后在進行焊接或停止焊接。
4)塔壁板焊接
a.塔壁的焊接,應先焊縱向焊縫,后焊環向焊縫,當焊完相鄰兩圈壁板的縱向焊縫后,再焊其間的環向焊縫;焊工應均勻分布,并沿同一-方向施焊。每層桶體焊接前應報監理驗收后方可施焊。
b.縱焊縫立焊應自下向上焊接。
c.塔壁板應準確位,并在焊接過程中保持在原位置上,焊完的縱向接頭錯邊量,不應過2mm。
d.焊完的環向接頭中,上層壁板 與下層壁板的錯邊量應不大于2mm。
e.對接接頭的背面,在進行一-道焊接以前, 應對正面打底的焊道用碳弧氣刨清根,使其表面能和填加的熔焊金屬熔合良好。
5)質量檢驗及控制
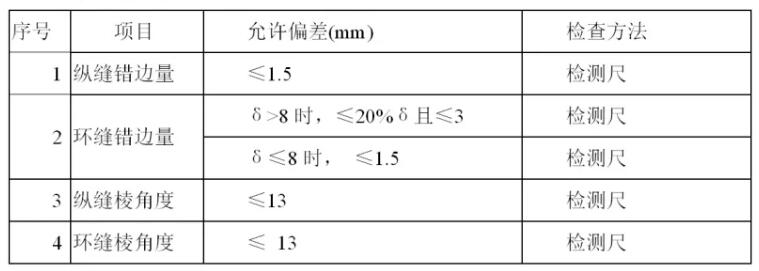
a.主要焊接幾何尺寸偏差參見下表: .
b.焊縫應進行外觀檢查,檢查前應將熔渣、飛濺清理干凈。
c.焊縫的表面質量,應符合下列規定:
焊縫的表面及熱影響區,不得有裂紋、氣孔、夾渣和弧坑等缺陷。
對接焊縫咬邊深度應不小于0.4mm,環焊縫的咬邊深度應小于0.6mm;連續長度不得大于95mm。
底圈壁板縱縫如有咬邊,均應補焊后打磨圓滑。
塔璧縱向對接焊縫不得有低于母材表面的凹陷,塔壁環向對接焊縫和塔底對接焊縫低于母材表面的凹陷深度,不得大于0.5mm,凹陷連續長度不得大于10mm,凹陷總長度不得大于該焊縫總長度的10%。
塔內側焊縫余高應打磨光滑。
6)焊縫無損探傷及嚴密性試驗:
(1)焊縫的無損探傷
a.壁板內襯面的焊縫做95%PT/MT檢查,符合GB3323-87的I級焊縫要求。
b.壁板的T字型焊縫要做25%RT抽查,應符合GB/3323-87的III級焊縫要求。
c.被環形加強筋、柱形加強筋覆蓋的焊縫及其他隱蔽部分的焊縫作95%RT檢查,結果應符合GB/3323-87的I級焊縫要求。
(2)焊縫返修
當按照上述檢查方法檢查不合格的焊縫應進行返修,返修應遵循以下3點原則:
a.返修有缺陷的焊縫應從一.面或兩面將缺陷鏟掉或熔掉并重焊,對于返修的缺陷要求清 除。
b.返修過的焊縫應按原定檢查程序重新檢查應合格。.
c.同一部位焊縫返修次數不允許過2次。如不合格應加大檢查比例。
以上是熱電廠脫硫脫硝系統改造的焊接要求,認認真真做環保除塵工程,歡迎新來客戶咨詢。